Opis
Bardzo miękki elastomer poliuretanowy na elastyczne formy i odlewane elementy elastyczne. Dobra wytrzymałość i odporność temperaturowa.
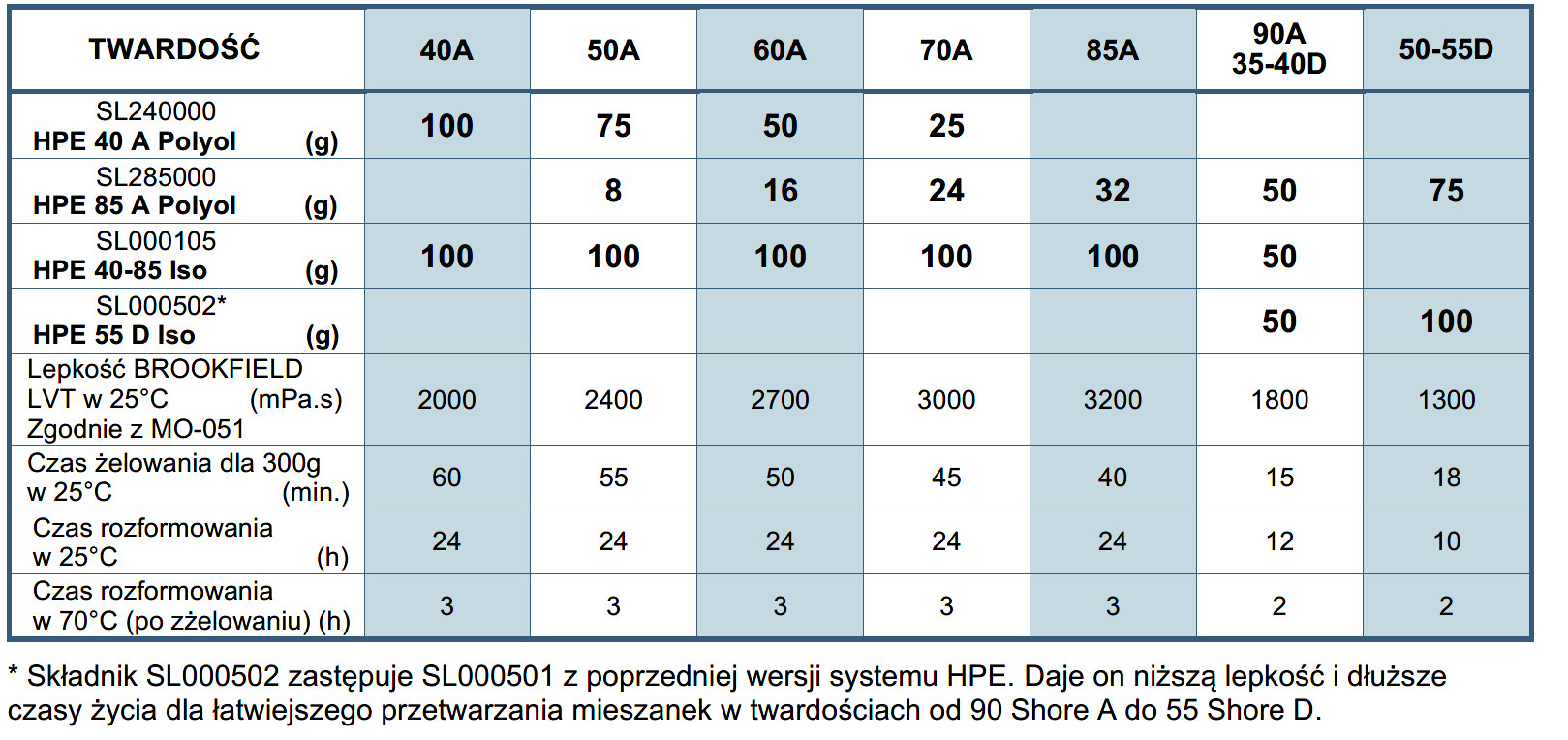
Z zastosowaniem pozostałych składników systemu (HPE 40-85 Isocyanian i/lub HPE 85 A Polyol) pozwala na uzyskanie twardości od 40 do 85 Shore A. Składniki należy zakupić oddzielnie.
System dla uzyskania twardości 40 Shore A
HPE40 A Polyol + HPE40-85 Isocyanian
System elastomerów poliuretanowych o twardości 40 A Shore’a. Dobra wytrzymałość mechaniczna i temperaturowa. Łatwe mieszanie: płynne składniki mieszane w stosunku 1:1 części wagowych.
Dwu-składnikowy poliuretanowy elastomer do produkcji elastycznych form, detali i modeli o dużej wytrzymałości mechanicznej i temperaturowej.
Znakomicie sprawdza się na formy do odlewania betonu, gipsu i żywic oraz detale takie jak rolki, podkładki, części ochraniające i antywibracyjne, złączki, węże i inne.
Zalety:
Utwardzanie w temperaturze pokojowej (18 - 25˚C)
Dobra odporność na ścieranie, chemię i temperaturę
Łatwy proces wylewania: mała lepkość mieszaniny przy długim czasie życia; jednocześnie krótki czas do odformowania.
Możliwość łatwego przyspieszenia procesu przez podgrzanie
Dane przetwórstwa:
Proporcje mieszania:
HPE 40 A Polyol 100 części wagowych
HPE 40-85 Isocyanate 100 części wagowych
Lepkość mieszaniny: 2000 mPas (Brookfield LVT w 25˚C)
Czas życia: 60 min (dla 300g, w 25˚C)
Czas do odformowania: 24 godz. (w 25˚C)
Czas do odformowania: 3godz. (po wygrzaniu w 70˚C)
Dane techniczne:
Twardość: 40 A Shore (wg. ISO 868-2003)
Temperatura pracy: -40 do +90 ˚C
Wydłużenie przy zerwaniu: 270 % (wg. ISO 527, w 23˚C)
Wytrzymałość na rozciąganie przy zerwaniu: 2,7 MPa (wg. ISO 37)
Odporność na rozerwanie: 11,5 kNm-1 (wg.ISO 34, w 23˚C)
Pozostałe twardości możliwe do uzyskania z różnymi składnikami systemu:
Mieszanie i odlewanie:
Przed ważeniem wszystkie składniki muszą być zhomogenizowane i jednorodne.
W zależności od warunków przechowywania może pojawić się krystalizacja składników poliol. W takim przypadku należy umieścić je w piecu w temperaturze 40-50°C i ogrzewać do momentu aż będą ponownie jednorodne i klarowne.
Przed przystąpieniem do wylewanie żywicy należy sprawdzić proporcje mieszania. Forma (lub model) musi być sucha, bez śladów wilgoci. Jeśli jest taka potrzeba należy użyć odpowiednich do tego produktu rozdzielaczy. Samo-odgazowaniu sprzyja utwardzanie w temperaturze pokojowej. Jeśli konieczne jest dotwardzenie w podwyższonej temperaturze, najlepiej rozpocząć ten proces po skończonym żelowaniu żywicy.
Wstrząsnąć każdy z produktów przed zmieszaniem. Po odważeniu komponentów mieszać produkty szpatułka lub mieszadłem mechanicznym na niskich obrotach. Nawet jeśli produkt końcowy jest dobrze się odgazował samodzielnie w celu uzyskania maksymalnych parametrów mechanicznych zaleca się przed wylaniem jego odgazowanie w komorze próżniowej.
Środki ostrożności:
Zaleca się założenie ubrań i akcesoriów ochronnych (okulary i rękawice). Więcej informacji dotyczących środków ostrożności w karcie bezpieczeństwa produktu.
Przechowywanie:
Przechowywać w suchym miejscu w temp. 15-25°C. Dla utrzymania dobrych parametrów materiałów, częściowo użyte opakowania należy szczelnie zamknąć natychmiast po użyciu. Zalecane jest przechowywanie w oryginalnych pojemnikach.

 128,89 PLN 104,79 PLN netto
128,89 PLN 104,79 PLN netto 75,19 PLN 61,13 PLN netto
75,19 PLN 61,13 PLN netto 64,44 PLN 52,39 PLN netto
64,44 PLN 52,39 PLN netto 64,44 PLN 52,39 PLN netto
64,44 PLN 52,39 PLN netto 53,70 PLN 43,66 PLN netto
53,70 PLN 43,66 PLN netto 80,55 PLN 65,49 PLN netto
80,55 PLN 65,49 PLN netto 80,55 PLN 65,49 PLN netto
80,55 PLN 65,49 PLN netto 96,67 PLN 78,59 PLN netto
96,67 PLN 78,59 PLN netto























